Читайте также:
|
Лабораторна робота № 2
Волочіння проволоки круглого перерізу........................................... 7
Лабораторна робота № 3
Моделювання процесу калібрування у чотирьохвалковому калібрі 12
Лабораторна робота № 4
Моделювання процесу виробництва плющеної стрічки.................. 16
Перелік посилань............................................................................. 21
Лабораторна робота № 1
Гостріння заготовки перед волочінням
Мета роботи: — вивчити конструкцію гострильного інструменту та придбати навички визначення профілю робочої поверхні гострильних валків.
Лабораторне устаткування та інструмент: гострильна машина, мікрометр або штангельциркуль.
1. Теоретичні відомості
Заправка волочильних машин здійснюється:
- при заміні волок внаслідок їх поломки або фізичного зносу;
- при заміні всього переходу волочіння у зв'язку з переналагодженням волочильної машини на виробництво дроту іншого діаметру або іншої якості;
- при обривах дроту під час волочіння.
Заправка волочильної машини працемістка, для виконання якої застосовується спеціальне допоміжне обладнання та інструмент.
Гостріння дроту діаметром понад 0,8-1,0 мм для протягання його через волочильний інструмент при заправці волочильної машини (або ж для протягання через волоку з метою контролю її розмірів і геометрії) проводиться через вальцювання кінців дроту між валками гострильних верстатів, канавки яких мають змінний переріз по колу (рис. 1.1, рис. 1.2 і табл. 1.1).
Рисунок 1.1 — Загальний вигляд станку для гостріння дроту
Валки гострильних верстатів піддаються інтенсивному зносу. Виготовляються вони з інструментальної сталі марок У10 або У10А (ГОСТ 1435-74) і піддаються загартуванню до твердості 60-65 НRС.
Гостріння дроту діаметром <0,8 мм може бути виконано заточуванням кінця абразивним кругом, розтяжкою вручну нагрітого на зварювальному апараті дроту або електролітичним утоненням.
Для гостріння дроту діаметром 10,0 мм і більше застосовуються ротаційно-кувальні верстати.
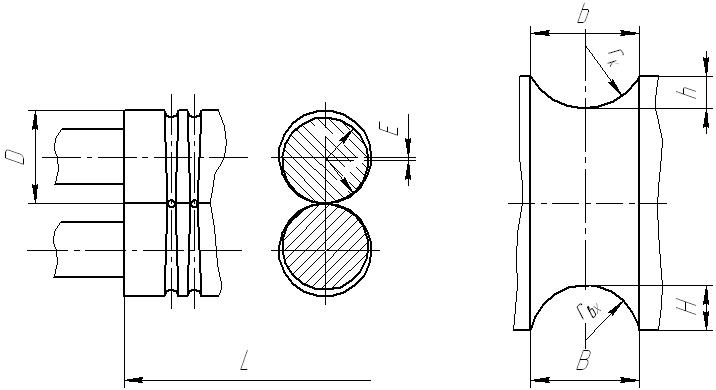
Рисунок 1.2 — Профіль гострильних валків
Таблиця 1.1 — Дані для калібрування валків для гостріння дроту
| Діаметр проволоки, мм | Розміри, мм | Бочка валка, мм | |||||||
| вхідний | вихідний | h | rк--rв.к | b | E | H | B | D | L |
| 8,6 | 4,3 | 5,25 | 10,4 | 2,5 | 8,3 | 12,5 | |||
| 8,6 | 7,4 | 3,7 | 4,5 | 8,86 | 7,7 | 11,0 | |||
| 7,4 | 6,3 | 3,15 | 3,84 | 7,56 | 7,15 | 9,7 | |||
| 6,3 | 5,4 | 2,7 | 3,3 | 6,50 | 6,7 | 8,6 | |||
| 5,4 | 4,6 | 2,3 | 2,8 | 5,51 | 6,3 | 7,6 | |||
| 4,6 | 3,9 | 1,95 | 2,38 | 4,18 | 5,95 | 6,8 | |||
| 3,9 | 3,4 | 1,7 | 2,08 | 4,10 | 5,7 | 6,2 | |||
| 3,4 | 2,9 | 1,45 | 1,77 | 3,48 | 5,45 | 5,6 | |||
| 2,9 | 2,5 | 1,25 | 1,53 | 3,01 | 5,25 | 5,2 | |||
| 2,5 | 2,2 | 1,1 | 1,34 | 2,64 | 5,1 | 4,8 | |||
| 2,2 | 1,96 | 0,93 | 1,13 | 2,22 | 1,5 | 3,43 | 3,6 | ||
| 1,96 | 1,74 | 0,87 | 1,06 | 2,08 | 3,37 | 3,5 | |||
| 1,74 | 1,54 | 0,77 | 0,94 | 1,85 | 3,27 | 3,2 | |||
| 1,54 | 1,36 | 0,68 | 0,83 | 1,64 | 3,18 | 3,0 | |||
| 1,36 | 1,2 | 0,6 | 0,73 | 1,44 | 3,1 | 2,8 | |||
| 4,0 | 3,3 | 1,65 | 2,00 | 3,95 | 1,5 | 4,15 | 5,2 | ||
| 3,3 | 2,7 | 1,35 | 1,63 | 3,21 | 3,85 | 4,6 | |||
| 2,7 | 2,2 | 1,10 | 1,33 | 2,62 | 3,60 | 4,0 | |||
| 2,2 | 1,8 | 0,9 | 1,09 | 2,15 | 3,40 | 3,5 | |||
| 1,8 | 1,5 | 0,75 | 0,90 | 1,78 | 3,25 | 3,1 | |||
| 1,5 | 1,25 | 0,62 | 0,75 | 1,48 | 3,12 | 2,8 | |||
| 1,25 | 1,05 | 0,52 | 0,63 | 1,25 | 3,02 | 2,6 | |||
| 1,05 | 0,9 | 0,45 | 0,54 | 1,07 | 2,95 | 2,4 | |||
| 0,9 | 0,75 | 0,37 | 0,45 | 0,89 | 2,87 | 2,2 | |||
| 0,75 | 0,65 | 0,32 | 0,39 | 0,77 | 2,82 | 2,1 |
2. Методика виконання роботи
Процес гостріння здійснюється в такій послідовності: відбувається налагодження верстату і здійснюється дослідне гостріння зразків дроту, вимірюються розміри зразка до і після гостріння.
Кожен студент отримує зразок дроту індивідуального типорозміру та індивідуальне завдання розміру після гостріння.
3. Порядок оформлення звіту
1. Привести назву і мету роботи.
2. Виконати креслення калібрування валків для гостріння дроту.
3. Описати умови проведення дослідів.
4. У висновках по роботі вказати точність розмірів отриманого профілю, види і причини дефектів.
4. Завдання до самостійної роботи
1. У процесі підготовки до роботи необхідно вивчити засоби та методи гостріння дроту.
2. Вимоги стандартів дроту сталевого, його сортамент.
5. Контрольні питання
1. Перерахувати засоби гостріння дроту сталевого.
2. Особливості калібрування валків для гострильних верстатів.
3. Засоби заправки волочильних агрегатів.
Лабораторна робота № 2
Дата добавления: 2015-10-23; просмотров: 117 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| CPI Annual Change | | | Волочіння проволоки круглого перерізу |